概要
MISUMI"HW涂覆"在以汽车行业为中心的领域内已被众多客户广泛运用,并且广受好评。
另一方面,在超高强度材料和厚板高强度材料等的加工领域,条件严酷的冲裁加工逐年增加,包括HW涂覆在内的以往产品由于经常发生涂层的早期磨损及剥落,希望进一步延长凸模寿命的呼声日益高涨。
MISUMI"RW涂覆"与以往产品及其他公司产品相比,耐磨损性和结合紧密性优异,可大幅提高凸模的使用寿命。
特长
1.提高耐磨损性
RW涂覆是在涂层母材上实施WPC®处理,并在顶层进行Al-Cr类涂覆的复合涂层。实现了3,100HV的高硬度。
由于比以往产品更硬,最适合遇到凸模刃口早期磨损困扰的客户使用。
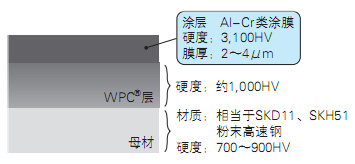
[图1] RW涂覆处理断面构造模型
2.提高耐剥落性
通过洛氏硬度计压头使凸模母材产生急剧的塑性变形,对涂层的结合紧密性、耐裂纹性进行了评估(表1)。
HW涂覆的TiCN涂层难以随凸模母材的隆起而变形,导致洛氏硬度计的压痕周围产生无数的裂纹。
而RW涂覆的涂层能够随着凸模母材一起变形,因此不会产生裂纹。是一种高硬度、高结合紧密性,平衡性优良的涂层。
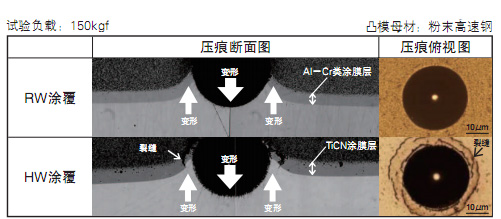
表1 洛氏硬度压痕试验对皮膜结合紧密性的评估
3.提高耐热温度
对经RW涂覆处理和HW涂覆处理的钢材进行耐热试验,观察涂层断面的组织结构。(图2)。
可知HW涂覆在1,000度下保持5分钟,涂层的Ti变为粗大的氧化物。
而RW涂覆在1,000度下保持540分钟,继续保持致密的组织,耐热性优异。
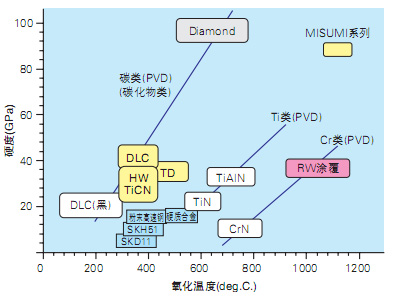
RW涂覆和各种涂层的耐热性(氧化温度)在图3中进行了归纳。
可知RW涂覆是一种硬度、耐热性都优异的涂层。
在超高强度材料和厚板高强度材料等条件严酷的冲裁加工中凸模刃口温度上升。
虽然受到冲压机的冲裁速度和冲压机润滑油有关的凸模刃口冷却条件的影响,有研究表明瞬时产生的温度会超过600度。遇到涂层早期剥落的困扰时,可能是因凸模刃口温度上升而发生涂层剥落,建议采用耐热性优异的RW涂覆处理产品。
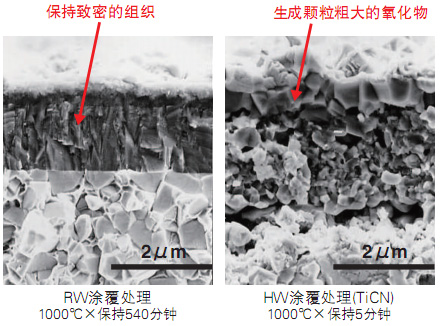
[图2] 耐热试验 断面组织观察
[图3] 皮膜硬度和耐热性的关系(示意图)
※注意事项
本资料中所示的耐热温度只是涂层本身的耐热温度,并未加入凸模母材回火温度的因素。如果不是在凸模表面瞬时升温,而是在模具或凸模整体温度超过凸模母材回火温度的冲裁条件下使用时,凸模母材本身会有因退火而导致硬度下降的危险。
厚板高强度材料 590MPa 板厚10mm 冲裁试验

冲裁条件ʵ
工件材料:590MPa级高强度钢
板厚:10mm (0.9mm压花加工面)
冲裁速度:35spm
润滑:油性无氯类冷却液
冲裁形状:φ10.45mm
刃口应力:223kgf/mm2
间隙:7%
凸模:斜肩凸模 RW涂覆处理
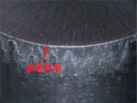
表2 凸模刃口的剥落、磨损的加剧情况
| 0次冲裁 | 5万次冲裁 | 7万次冲裁 | 10万次冲裁 | |
| RW涂覆 处理 |
|
|
|
|
| HW涂覆 处理 |
|
| —— | —— |
| 其他公司 AI-Cr类 涂覆 |
|
|
| —— |
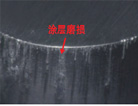
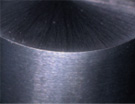
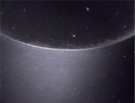

经HW涂覆处理的凸模冲裁5万次时就因剥离损伤严重而中断了试验,而经RW涂覆处理的凸模,即使冲裁到10万次,也仅发生涂层的轻微磨损,仍处于可以使用的状态。使用寿命比HW涂覆处理的产品延长了2倍以上。
其他公司Al-Cr类涂覆处理的凸模,冲裁5万次时仅产生局部剥落,但冲裁7万次时涂层急剧剥落,磨损发展到凸模母材。综合以上试验结果,可以认定MISUMI的RW涂覆处理在涂层的耐剥落性和结合紧密性方面具有优越性。
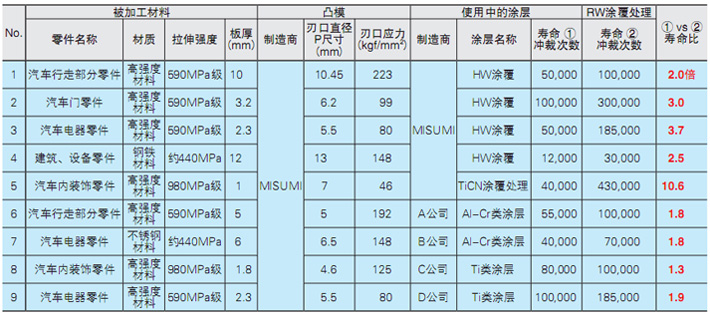
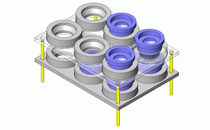
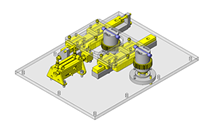
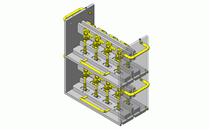
客户的应用实绩
下面介绍部分客户使用本产品取得的实绩。
使用经RW涂覆处理的凸模延长了凸模的寿命,减少了模具维护的工时及产品单位成本。